Les pompes à membrane Tapflo ont démontré leur efficacité et leur fiabilité dans diverses industries alimentaires. Voici quelques études de cas illustrant comment ces pompes ont aidé des entreprises à améliorer leurs processus et à atteindre des niveaux de performance plus élevés.
Cas d’une laiterie
Contexte: Une laiterie de taille moyenne cherchait à améliorer l’efficacité du transfert de produits laitiers tels que le lait, les yaourts liquides et les crèmes. Les défis comprenaient la manipulation douce des produits pour éviter la séparation et la contamination, ainsi que la nécessité d’un nettoyage facile et rapide pour respecter les normes sanitaires strictes.
Solution Tapflo:
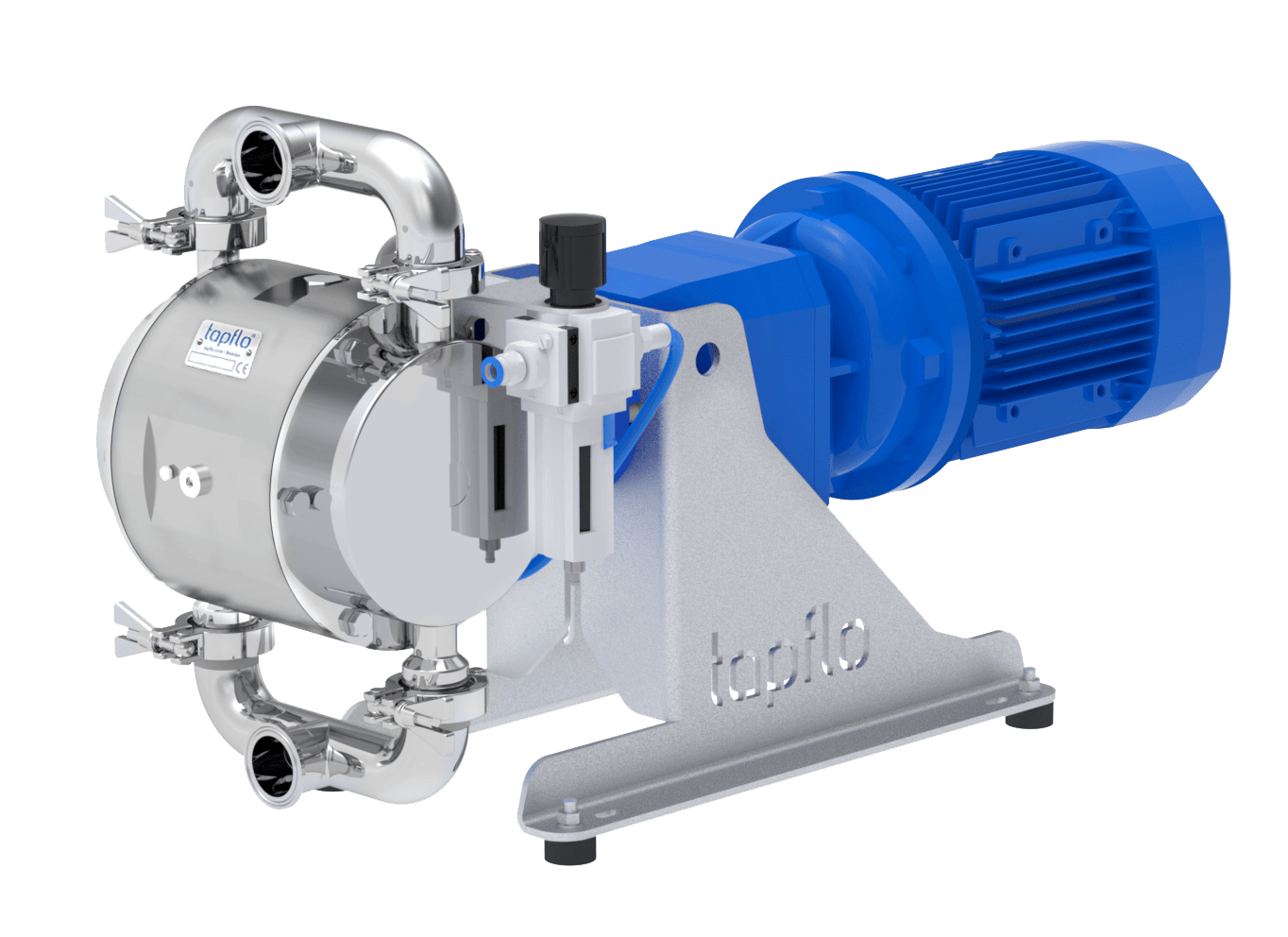
- Pompes Sanitaires: La laiterie a adopté les pompes sanitaires en acier inoxydable de Tapflo, connues pour leur conception hygiénique et leur capacité à être nettoyées en place (CIP) et stérilisées en place (SIP).
- Manipulation Douce: Les pompes à membrane de Tapflo ont permis un transfert délicat des produits laitiers, préservant ainsi leur texture et leur qualité.
- Efficacité et Réduction des Temps d’Arrêt: Grâce à la facilité de démontage et de nettoyage, la laiterie a pu réduire les temps d’arrêt pour l’entretien, augmentant ainsi l’efficacité globale de la production.
Résultats:
- Amélioration de la Qualité: Les produits laitiers transférés avec les pompes Tapflo ont conservé leur texture homogène et leur qualité gustative.
- Conformité Sanitaire: La laiterie a pu respecter toutes les normes sanitaires requises, réduisant ainsi les risques de contamination.
- Efficacité Opérationnelle: Les temps d’arrêt pour nettoyage et maintenance ont été significativement réduits, augmentant la productivité de l’usine.
Exemple dans une usine de boissons
Contexte: Une usine de production de boissons gazeuses et non gazeuses rencontrait des difficultés avec la gestion des fluides, notamment la formation de mousse et la contamination croisée entre différents produits.
Solution Tapflo:
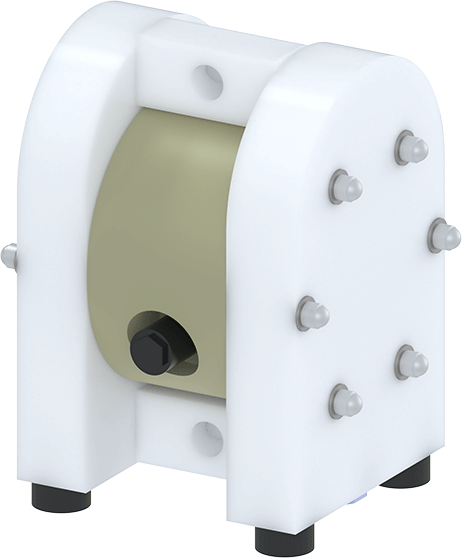
- Pompes à Membrane PE & PTFE: Tapflo a fourni des pompes en polyéthylène (PE) et en polytétrafluoroéthylène (PTFE), idéales pour les boissons grâce à leur résistance chimique et leur facilité de nettoyage.
- Contrôle du Débit et de la Pression: Les pompes Tapflo ont permis un contrôle précis du débit et de la pression, réduisant ainsi la formation de mousse et assurant un transfert uniforme des boissons.
- Séparation et Sécurité: Grâce à la double membrane, les risques de contamination croisée ont été minimisés, garantissant la sécurité et l’intégrité des produits.
Résultats:
- Réduction de la Formation de Mousse: Les boissons ont été transférées sans formation excessive de mousse, améliorant ainsi la qualité des produits finis.
- Sécurité Sanitaire: Les processus de nettoyage efficaces ont assuré une séparation claire entre différents lots de produits, éliminant les risques de contamination croisée.
- Optimisation des Processus: L’usine a observé une amélioration notable de l’efficacité de ses processus de production et de remplissage.
Utilisation dans une chaîne de production de sauces
Contexte: Une chaîne de production de sauces cherchait à améliorer la gestion des produits visqueux, tels que les sauces épaisses et les condiments. Les défis incluaient la manipulation de produits visqueux sans séparation et la nécessité d’un nettoyage facile pour éviter les résidus.
Solution Tapflo:
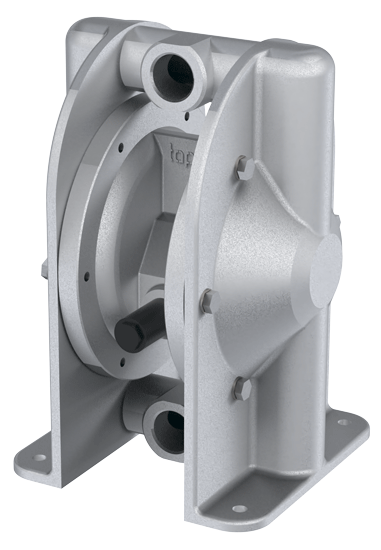
- Pompes pour Produits Visqueux: Tapflo a fourni des pompes spécialement conçues pour gérer les fluides visqueux, assurant un flux constant et homogène.
- Matériaux Compatibles: Les pompes étaient fabriquées en matériaux compatibles avec les normes alimentaires, garantissant la sécurité et la conformité sanitaire.
- Entretien Facile: Les pompes Tapflo permettaient un démontage rapide pour le nettoyage, réduisant ainsi les temps d’arrêt et les coûts de maintenance.
Résultats:
- Homogénéité des Produits: Les sauces et condiments ont été pompés sans séparation des composants, garantissant une consistance homogène.
- Efficacité de Nettoyage: La facilité de nettoyage a permis de maintenir un environnement de production hygiénique, réduisant les risques de contamination.
- Augmentation de la Productivité: Les interruptions pour maintenance ont été minimisées, augmentant ainsi la productivité globale de la chaîne de production.